Зенковка отверстий — это важный, но не обязательный этап производства корпусов и деталей из листового металла. Может пригодиться, может не пригодиться. Но если уж пригождается — то будет весьма значим.
При зенковке входной диаметр отверстия рассверливается под конический профиль. Зачем это нужно?
В отверстие с зенковкой плотно входит головка винта потай. Это позволяет при сборке корпуса вкручивать винты заподлицо — так, чтобы ничто не выступало над поверхностью.
Во‑первых, эта опция может быть значима с чисто практической точки зрения — не дело, если корпус цепляет всё вокруг выступающими винтами. Да и рассчитаны габариты могут быть четко для того, чтобы войти в соответствующий слот.
Во‑вторых, корпус, испещренный выступающими головками винтов — это просто некрасиво. Конечно, эстетические критерии в нашей прагматической отрасли почти всегда являются второстепенными по отношению к практическим — однако это не значит, что на них можно вообще не обращать внимания.
Зенковка делается на длинной дистанции между лазерной резкой и порошковой покраской. Отношение к другим производственным этапам, которые также происходят на этой дистанции, обычно непринципиально.
Что до зенковки оцинкованных деталей — то мы рекомендуем выбирать не зенковку оцинковки, а цинкование уже обработанных деталей. Дело в том, что зенковка, естественно, нарушает целостность защитного слоя цинкования. А при финальном цинковании слой будет неповрежденным вне зависимости от того, какие опасные для него производственные этапы прошли раньше.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
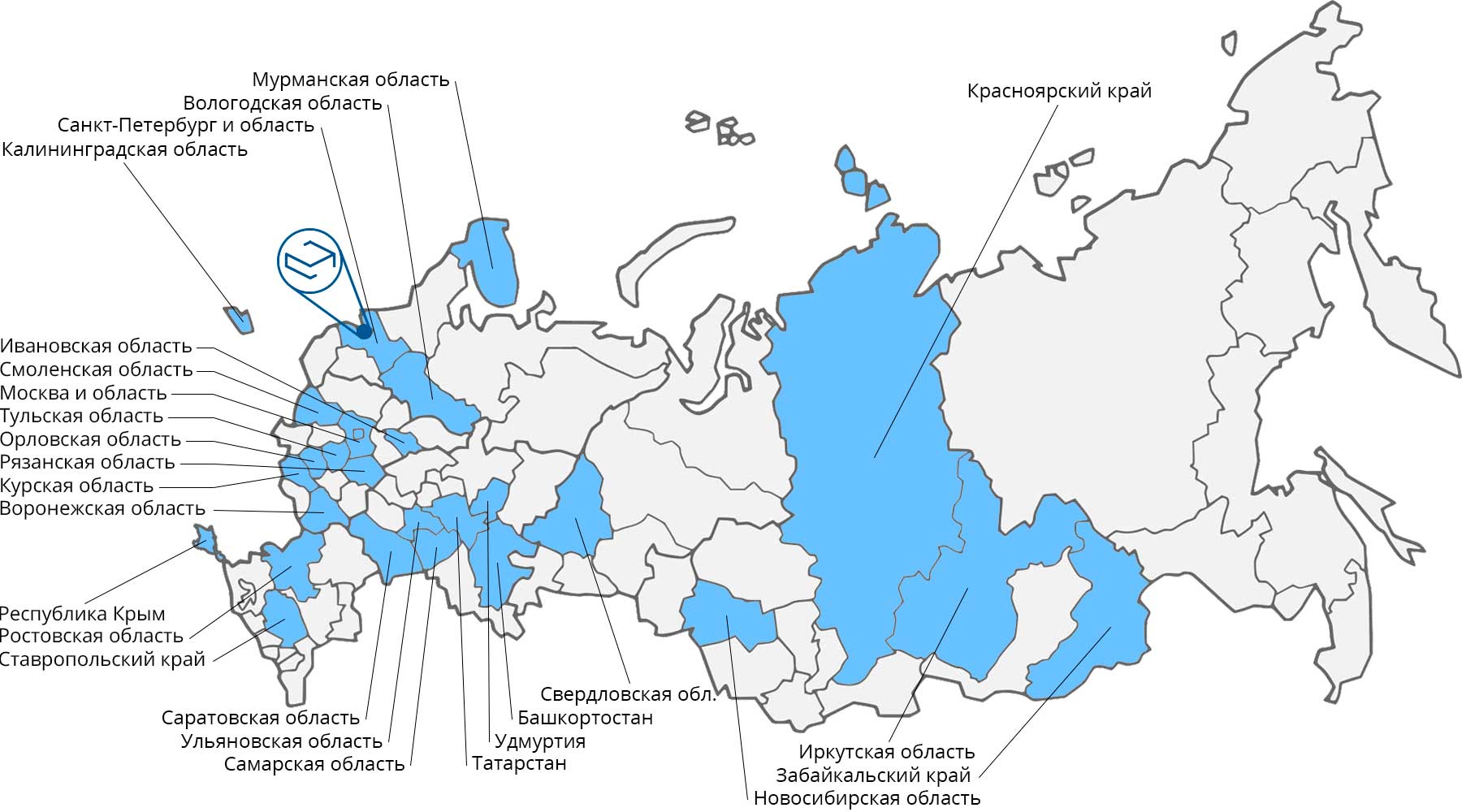
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.









