




Длина гиба — до 2000 мм.
Толщина металла — до 6 мм.
Радиус гиба — от 0,5 мм.
Доступна радиусная гибка с внутренними радиусами 10, 20 и 30 мм.
Сталь
Нержавейка
Алюминий
Оцинковка
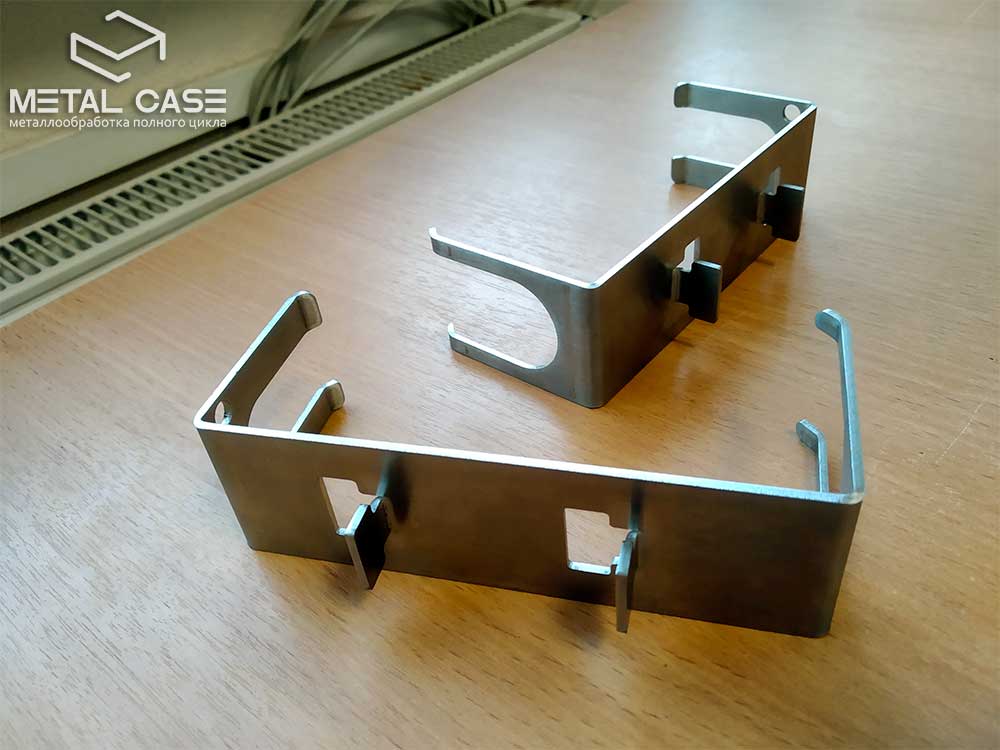
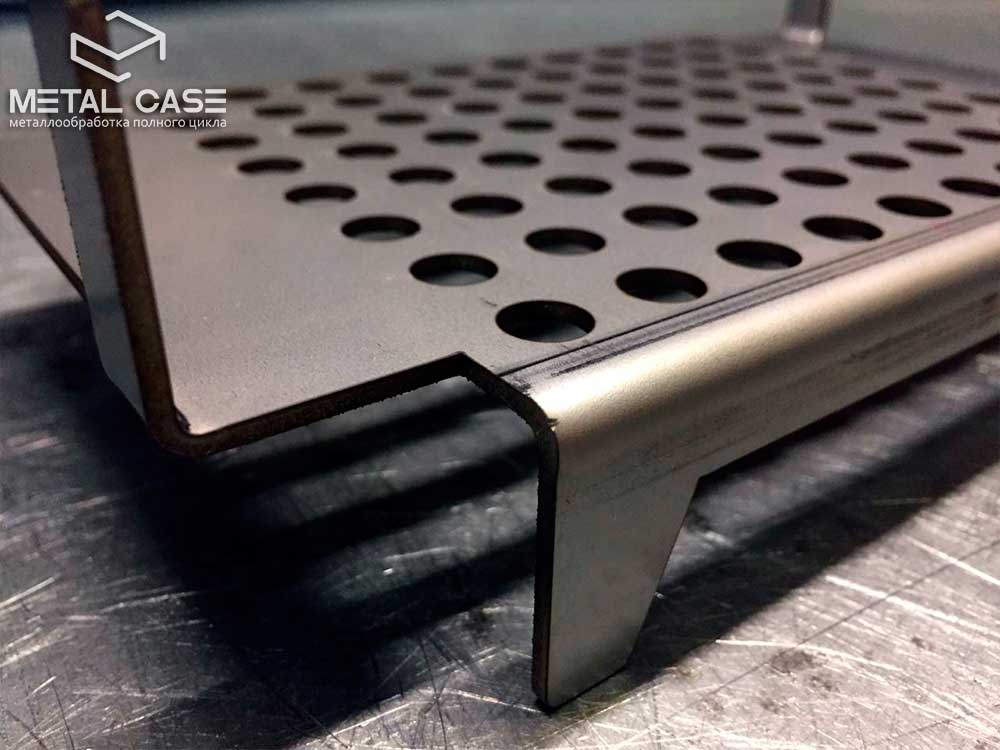
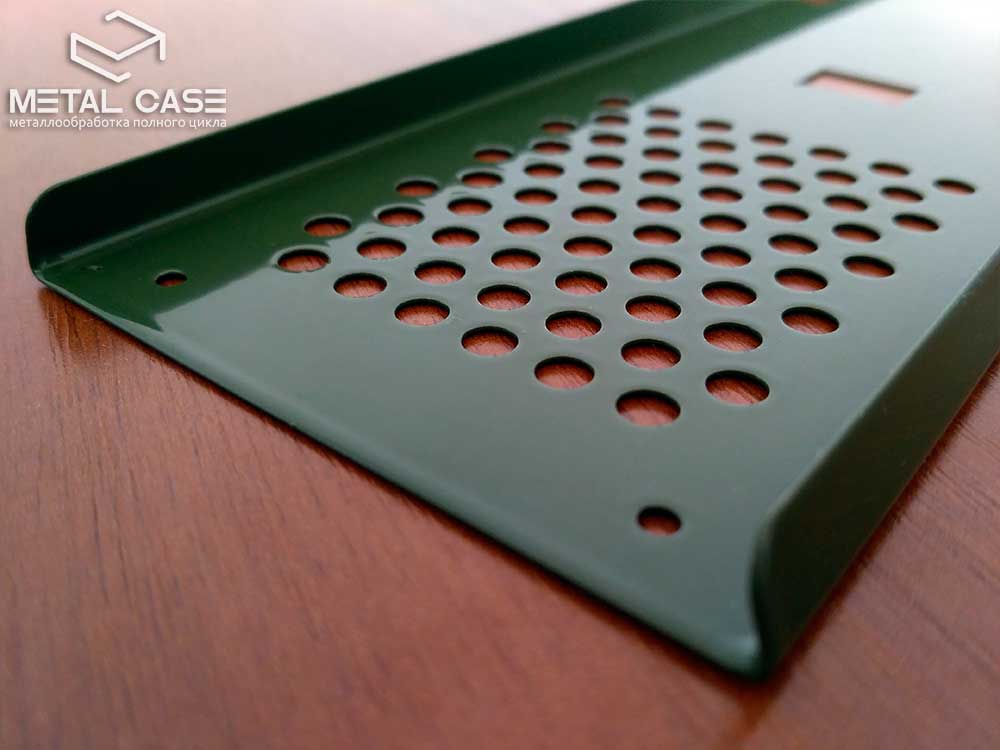
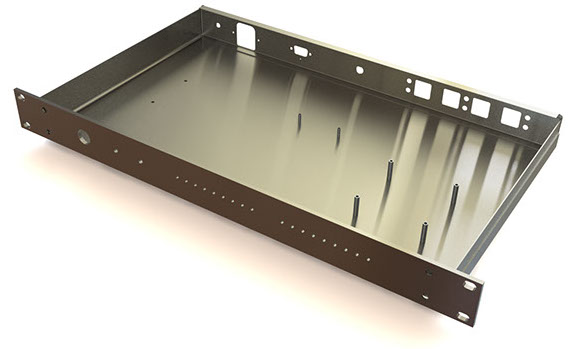
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
| Точность обработки | 0,1 мм |
|---|---|
| Толщина металла | до 20 мм |
| Листы | 1500х3000 мм |
| Радиус гиба | 0,5 мм |
|---|---|
| Толщина металла | до 6 мм |
| Максимальная длина | 2000 мм |



1. Создание программы
Мастер создает программу, по которой станок с ЧПУ будет сгибать листы металла.

2. Загрузка листа в станок
Оператор закладывает заготовки в станок, точно размещая их на упорах, выбранных по программе.
3. Гибка металла
Станок смыкает "челюсти" с точно отмеренным усилием, нужным для правильного сгибания металла по заданной программе.
4. Проверка правильности
Мастер замеряет получившиеся углы, чтобы убедиться, что деталь согнута правильно.
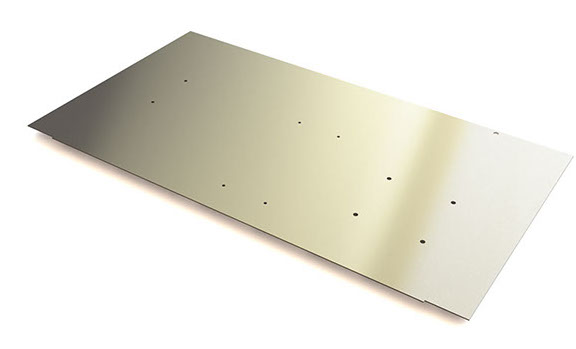
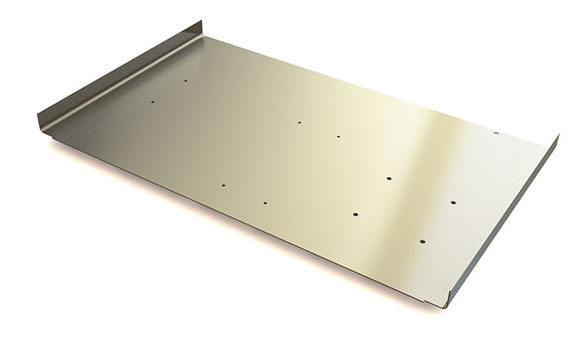
Сущность процесса гибки интуитивно понятна. Это слесарная обработка, при которой изначально прямой лист сгибается по нужному ребру с заданным углом.
Эта операция — одна из двух ключевых и определяющих операций при производстве корпусов из листового металла. Первая — лазерная резка — позволяет раскроить лист на заготовки‑развертки со всеми нужными отверстиями и окнами. Вторая — собственно гибка — превращает плоскую заготовку в объемное изделие.
Гибка металла делается на специальном гибочном станке, стальные «челюсти» которого — неподвижная матрица и подвижный пуансон — смыкаются с заданным усилием, заставляя металл принимать нужную форму.
Некоторые компании продолжают использовать ручные листогибы. Такое оборудование дешевле, но за скупость производителя работ часто приходится расплачиваться его клиентам — в первую очередь увеличенным процентом брака.
Человек — самое слабое звено множества технологических цепочек. Особенно тех, где приходится многократно повторять одинаковые действия, требующие при этом высокой точности. Где‑то усилие оказывается чуть большим, чем нужно, где‑то — наоборот чуть меньшим. За определенными пределами и чуть большее, и чуть меньшее усилие приводят к браку.
Гибочный станок под управлением ЧПУ не допускает таких ошибок. Машина каждый раз прилагает строго одинаковое усилие.
Безусловно, программа пишется человеком. И занижать роль профессионального гибщика в работе было бы преступно. Но при работе с ЧПУ мы используем его самые сильные стороны — способность к расчету, техническую сметку, свободное мышление, позволяющее находить решения там, где они неочевидны. Никакая машина не сравнится с профессионалом в этом. Но в том, что касается точности и постоянства, позволяющих выполнять даже крупные партии изделий с точным соответствием каждой отдельной детали проекту — в этом профессионалу лучше положиться на машину.
В «Металл‑Кейс» наши мастера‑гибщики используют только станки под управлением ЧПУ.
Да, можно. При такой гибке станок, строго говоря, просто не сводит матрицу и пуансон до упора, останавливаясь на рассчитанной и заданной заранее высоте.
Такие гибы требуют продвинутых навыков от мастера‑гибщика — умения «недонастроить» станок так, чтобы получилось в точности то, что нужно. И такие гибы требуют дополнительного тщательного контроля угла — возможность «сюрпризов» при гибе на стандартные 90 градусов значительно ниже.
В отличие от сварки, гибка не становится слабым местом итогового изделия. Кристаллическая решетка металла, заданная и уплотненная еще на этапе холодной прокатки, остается ненарушенной.
Напротив — со стороны внутреннего радиуса расстояние между атомами металла в решетке даже становится меньше, чем было, соответственно благотворно сказываясь на прочности — как, например, на ней сказывается приводящая к тому же результату ковка.
Разумеется, металл, который сгибают, разгибают и снова сгибают, рано или поздно неуклонно потеряет прочность — не исключено, что в детстве вы ради забавы делали что‑то подобное. Однако в промышленной гибке так, разумеется, никто не делает — единожды согнутую деталь никто не разгибает, чтобы расшатать ее. Поэтому ребра, полученные гибкой, оказываются надежными и прочными участками конструкции.
П‑образные и Z-образные перегибы в промышленной гибке металла — специфические задачи, которые сделает не всякий мастер и не всяким инструментом. Тем не менее, в некоторых конструкциях они оказываются необходимыми, поэтому мы расширили свои возможности в этом до пределов разумного.
Z-образный перегиб — специфический прием, который позволяет сделать перепад высоты одной детали с сохранением параллельности ее второй детали, входящей в нее. Важный момент для некоторых конструкций сборных корпусов. Z-образный перегиб требует особого инструмента.
П‑образный перегиб — второй гиб, приводящий деталь, уже согнутую первым (Г‑образным) гибом, ближе к состоянию замкнутой конструкции, которая нужна для многих корпусов. Сложность заключается в том, что если крайние части получающейся «буквы П» длинные, а перемычка между ними сравнительно коротка, то сделать такой гиб будет просто невозможно — уже согнутая грань корпуса будет во время гиба с силой врезаться в «верхнюю челюсть» станка.
Поэтому не всякий П‑образный перегиб физически возможен. Однако наши мастера компетентны — за свою практику они выполнили множество задач, которые без их практической сметки казались невыполнимыми. Так что, какой бы сложной ни была ваша задача — обращайтесь, давайте это обдумаем. Вполне возможно, что мы справимся с ней.
По умолчанию внутренний радиус гиба равен толщине металла. Это следует просто из законов физики. Соответственно, минимальный радиус составляет 0,5 мм — как минимальная толщина листа, которые вообще имеет смысл гнуть в производстве деталей из листового металла для промышленности и торговли.
Для листа толщиной 1 мм радиус соответственно будет равняться 1 мм, 2 мм — 2 мм, и так далее.
Теоретически возможна, разумеется — по сути, радиус при радиусной гибке зависит исключительно от наличия соответствующего инструмента.
Но по нашей практике именно эти 3 варианта пользуются регулярным спросом — и поэтому именно для них у нас инструмент всегда есть.
Поэтому если клиент приходит с запросом на радиусный гиб с радиусом, например, 15 мм — мы в первую очередь будем предлагать ему заменить радиус на 10 или 20 мм. Вообще говоря, довольно сложно представить ситуацию, при которой радиусный гиб требовал бы определенного радиуса по объективным обстоятельствам — в большинстве случаев это скорее вопрос «общей красоты» детали или корпуса, так что разницы между 15 и 20 мм просто нет.
Однако если по каким‑то причинам вам необходим именно такой радиусный гиб, инструмента на который у нас нет — всё обсуждаемо, это бизнес. Если партия серьезная или заказ будет повторяться регулярно — в принципе возможен заказ инструмента персонально под вас. Надо обсуждать конкретную ситуацию.
Но, конечно, работать с наличествующими радиусами будет проще нам и выгоднее вам.
Возможно. Мы понимаем потребности клиентов и всегда стараемся идти навстречу, когда это не в ущерб нам.
Но именно производство единичных экземпляров изделий находится буквально на границе между «в ущерб» и «не в ущерб». Вы наверняка хорошо знаете, что все расчеты, проработка КД, заказ металла, настройка станков — серьезная работа. И если она делается ради одного экземпляра, который при этом практически ничего не стоит — компания работает в огромный минус, и долго она так не проработает.
Поэтому у нас существует минимальная планка стоимости заказа — 30 тысяч рублей. Если интересующее вас единичное изделие так и так стоило больше, то вы вообще не заметите наличия этой планки. Если же оно стоило меньше — то мы предложим увеличить партию или оформить заявку по этой цене.
Если единичный экземпляр изделия — по факту тестовый, а в будущем ожидается основная партия, то есть другой вариант. Мы можем подписать договор на основную партию — а этот единичный экземпляр сейчас сделать для вас вообще бесплатно, как тестовый образец.
В любом случае, всё обсуждаемо. Если есть какие‑то сомнения — отправьте свой контактный телефон через форму в конце страницы, и давайте обсудим это.
Вообще говоря, обычно мы сами закупаем листовой металл, сами режем его лазером, сами гнем — ну и так далее, производственный цикл может быть длинным. У нас хорошие контакты с поставщиками металла, так что наши клиенты получают качественный металл по удачным ценам — такой, который, возможно, не смогли бы найти сами. Так что, строго говоря, нет особой необходимости в гибке из материала заказчика.
Однако это бизнес, всё обсуждаемо. Если существуют какие‑то веские причины, которые делают принципиальным для вас именно такой формат работы — свяжитесь с нами, давайте это обсудим. Нет технических препятствий для гибки в наших цехах ваших заготовок.
Самый распространенный вариант — плотная упаковка в много слоев стрейч‑пленки. Этого достаточно для того, чтобы избежать случайных царапин и других повреждений для большинства изделий. Металлические детали — такая штука, что скорее они что‑нибудь повредят, чем их что‑нибудь повредит.
Однако если детали сделаны из особо тонкого металла или на них нанесено легко повреждаемое покрытие — или просто вы поручили упаковать с максимальной защитой без объяснения специальных причин — мы используем дополнительную защиту: пупырчатую пленку, жесткие коробки и так далее.
Срочная гибка листового металла в «Металл‑Кейс» возможна. Но, разумеется, сверхсрочность увеличивает цену. Ничего заоблачного в цене не добавится, но она будет выше, чем была бы без спешки.
У этого очень простая причина — видите ли, мы не можем просто взять и подвинуть очередь работы с заказами других клиентов. Вы бы также не обрадовались, если бы мы задерживали ваш заказ из‑за вклинившегося в очередь заказа другого клиента. Это было бы непрофессионально с нашей стороны.
Так что срочные заказы делают в сверхурочные смены — наши мастера выходят в цех ночью специально чтобы выполнить срочный заказ. Но такой шаг требует дополнительной оплаты — и вот как раз эта оплата и увеличивает стоимость срочного заказа.
Знаете, по словам некоторых наших клиентов именно этот вопрос оказывается самым сложным для большинства «поставщиков услуг по металлообработке». Оказывается, многие наши конкуренты готовы придумывать любые отговорки, чтобы не показывать клиенту цех.
Разгадка простая. У них просто нет цеха. Только огромный отдел продаж, который собирает заявки, переадресует их другим компаниям — и вот за эту «работу» имеет свою наценку с клиента. Это забавно. Постиндустриальное индустриальное производство в чистом виде.
У нас цех есть, и мы не придумываем отговорок. Приезжайте обсудить дела — и, если захотите, ваш персональный менеджер проводит вас на производство, покажет станки и продукцию.










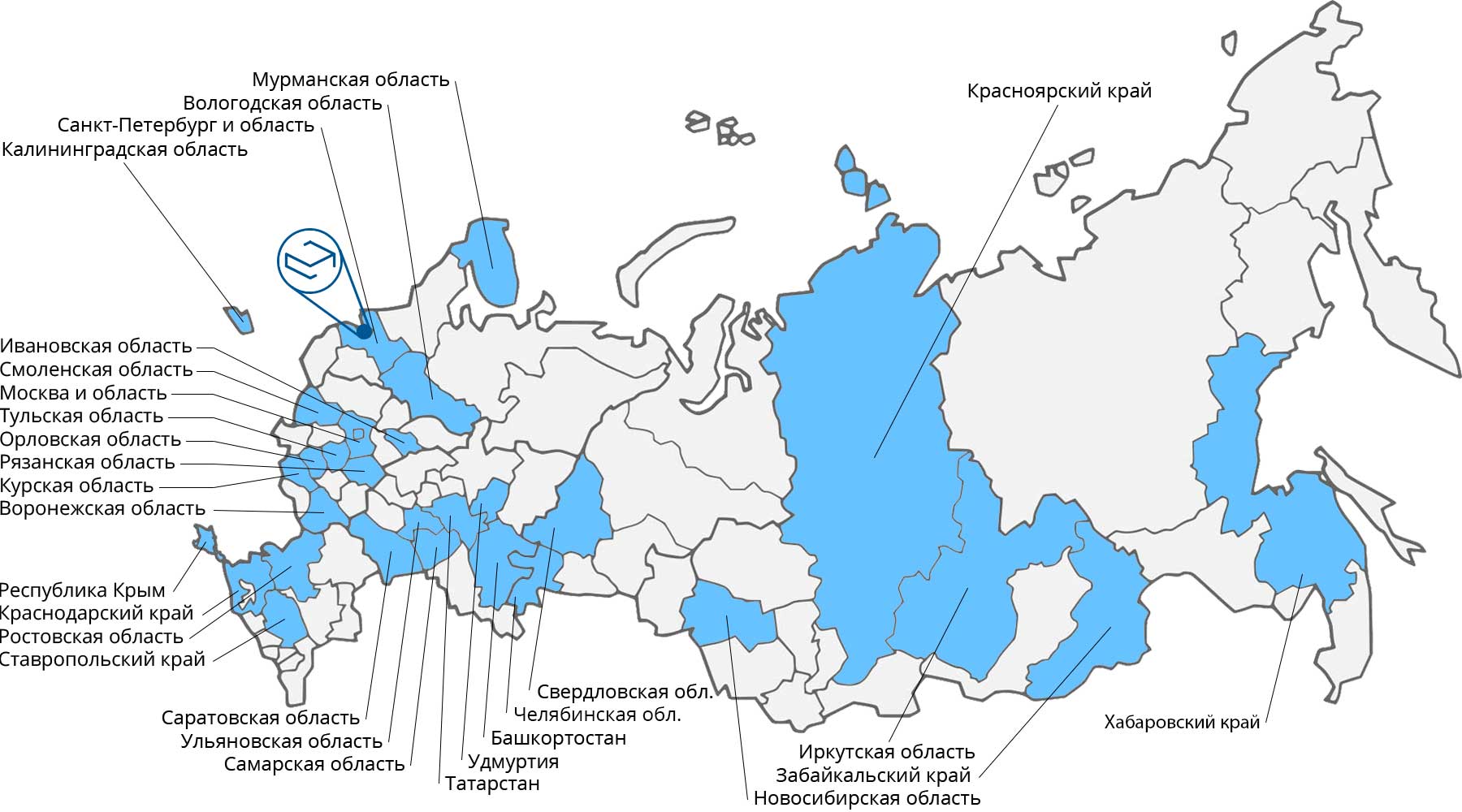
Для наглядности — карта регионов, в которые мы уже отправляли корпуса.
Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.