Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
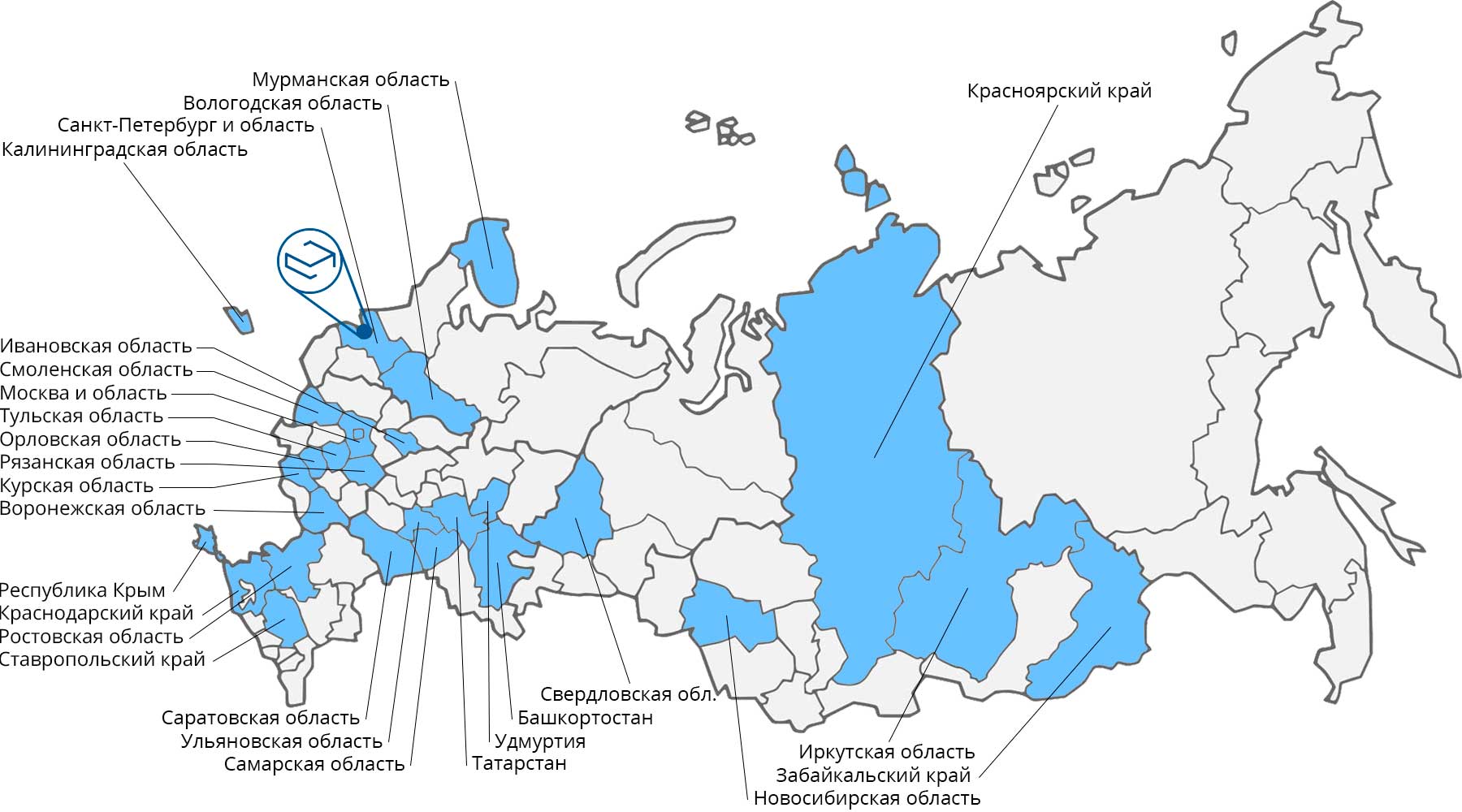
В эти регионы мы уже отправляли заказы. В другие — также можем.
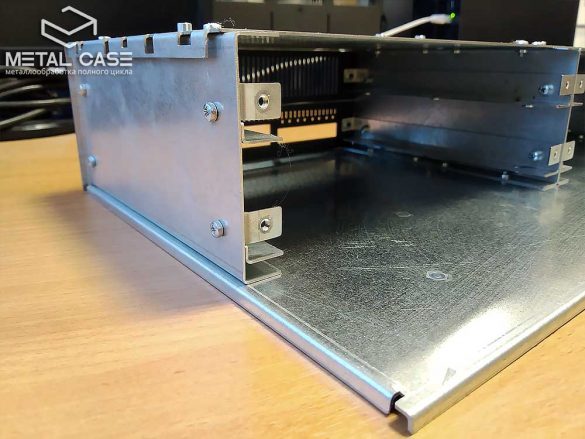
В «Металл‑Кейс» мы производим на заказ детали и корпуса из различных видов листового металла — от обычной черной стали до редкого и специализированного титана. Работаем мы и с оцинкованной сталью.
Вы можете заказать у нас качественные детали и корпуса из оцинковки, произведенные по вашей конструкторской документации или разработанные с нуля — со всеми теми же производственными, которые доступны и для других материалов. В том числе со сваркой — с точечной и шовной полуавтоматической и с точечной контактной.
Однако со сваркой оцинковки есть несколько нюансов, заставляющих делать этот этап довольно своеобразно. Сейчас расскажем подробно.
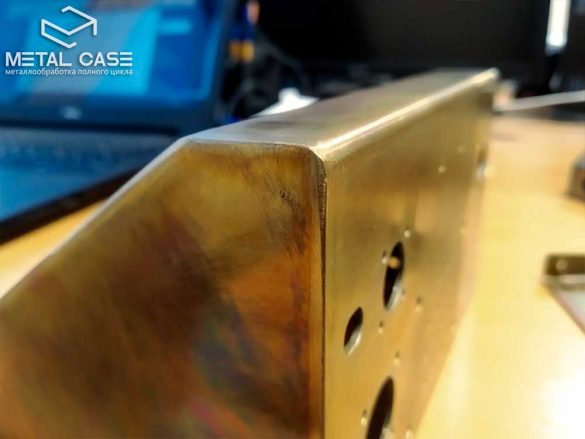
Цинкование — способ защиты металла от коррозии.
Дополнительное преимущество оцинковки перед порошковой покраской в плане защиты от коррозии — в том, что слой цинкования куда более терпим к механическим повреждениям.
То есть повредить его, на самом деле, проще: полимерный слой имеет солидную толщину, легкая царапина не доберется до металла — а вот слой гальванического цинкования толстым не сделать, и процарапать его поэтому довольно легко.
Но если полимерный слой всё‑таки процарапан до металла — то всё, пиши пропало, кислород и водяные пары плотно возьмутся за оголившийся участок металла, развивая внутри очаг коррозии и планомерно превращая металл вокруг него в ржавую труху, распространяясь всё шире и шире. А вот при повреждении оцинковки этого не происходит.
Дело в том, что деталь из черной стали (то есть, в первом приближении, железа и углерода) и цинка, изготовленная гальваническим методом, является единым объектом, который и окисляется как единый объект. При этом какие‑то его атомы будут вступать в реакцию первыми. И в паре «железо‑цинк» первыми однозначно будут вступать в реакцию атомы цинка — потому что цинк в принципе намного более химически активный металл.
Таким образом, пока весь цинк на наружной поверхности не окислился — железо в безопасности, даже если кислород в принципе контактирует с ним.
Благодаря этому оцинкованные детали в принципе можно обрабатывать, даже если при этом нарушается целостность цинкового слоя. То есть их можно резать лазером, гнуть и варить. Понятно, что проделывать что‑то из этого с деталью, на которую нанесено полимерное покрытие — полный абсурд. В случае с цинком — нет.
Тем не менее, оцинковку всё равно лучше не варить. Почему? И как тогда поступать, если нужны сваренные оцинкованные детали?
Во‑первых, площадь цинка на поверхности детали не безгранична. И через какое‑то время наступит момент, когда большая часть атомов, готовых реагировать, прореагирует. И вот тогда кислород возьмется за железо — и всё, плакала деталь.
Поэтому лучше всё‑таки не искушать силы природы — и использовать оба фактора, которыми цинковый слой защищает сталь. То есть рассчитывать не только на электрохимическую защиту, но и просто на механическую. Если слой цинка не поврежден — то даже после того, как все атомы цинка прореагируют с кислородом, кислород не получит доступа к атомам железа.
Не стоит заламывать руки, если деталь была поцарапана в процессе использования — скорее всего, она это спокойно вытерпит. Но самостоятельно разрушать цинковый слой на большой площади детали, используя сварку или гибку по уже оцинкованному металлу — это как‑то жестко. Цинковое покрытие становится подобно лоскутному одеялу — на этом участке есть, на этом нет, на этом снова есть.
Но первое возражение — рекомендательного характера. Мы предупреждаем о нем клиентов, но если, несмотря на это, требуется разрезать или согнуть оцинковку, пожертвовав целостностью покрытия, мы готовы это сделать.
А вот что касается именно сварки — здесь есть проблема.
Дело в том, что сварка оцинковки требует либо специально заточенной под это системы вытяжки, либо самурайского презрения к жизни у сварщиков. При сварке выделяются крайне токсичные испарения, которые вполне способны свести сварщика в могилу, и довольно быстро.
Мы не рискуем жизнью своих работников. Во‑первых, по чисто человеческим соображениям. Во‑вторых, потому что это профессионалы высокого класса — и именно они обеспечивают то качество работы, за которое нас ценят клиенты. Поэтому мы не даем им варить оцинковку.
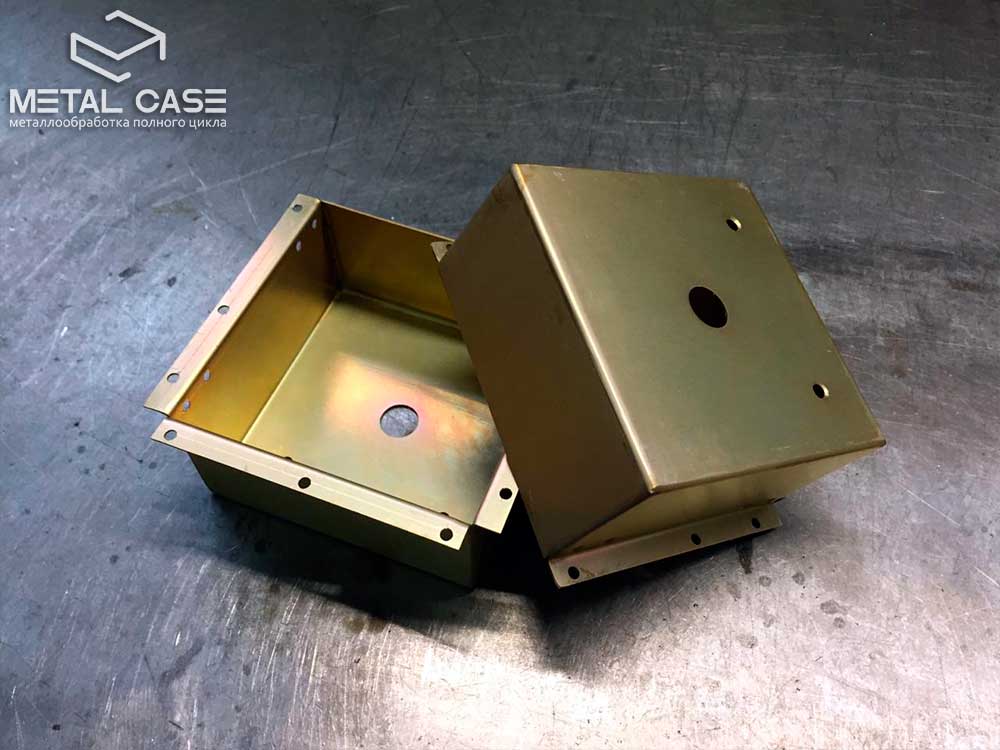
Но тогда зачем эта страница, названная «сварка оцинковки»? Неужели мы просто обманули читателя? Нет, не обманули. Есть способ, которым мы делаем детали из оцинковки со сваркой, не прибегая к сварке оцинковки — и клиенты стабильно высоко оценивают эти детали.
Этот способ позволяет решать оба вопроса — и с токсичными испарениями при сварке, и с нарушением целостности цинкового покрытия. Мы просто меняем порядок действий.
Получается деталь, прошедшая все нужные производственные этапы, изменяющие форму поверхности изделия — и в то же время имеющая целое, ненарушенное цинковое покрытие без единой царапины.
Нужны детали из оцинковки со сваркой, резкой, гибкой? Обращайтесь. Давайте обсудим детали конкретного заказа. Мы рассчитаем стоимость и сроки — и вы сможете принять взвешенное решение о заказе, ориентируясь на эти цифры.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.