Контактная точечная сварка — оригинальный вид сварки листового металла, который позволяет получать результаты, сложнодоступные для других видов сварки, однако, к сожалению, может применяться не всегда. Сейчас мы разберемся в преимуществах и ограничениях контактной сварки листового металла.
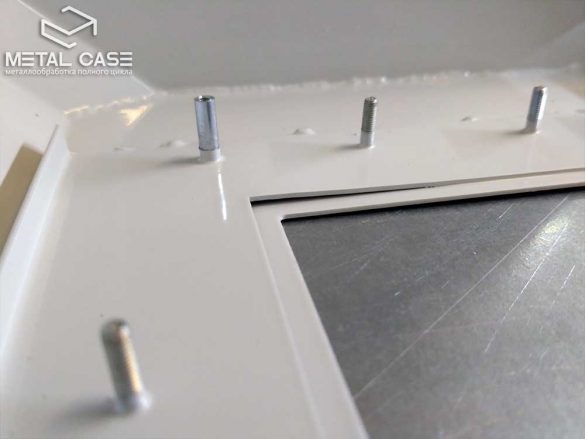
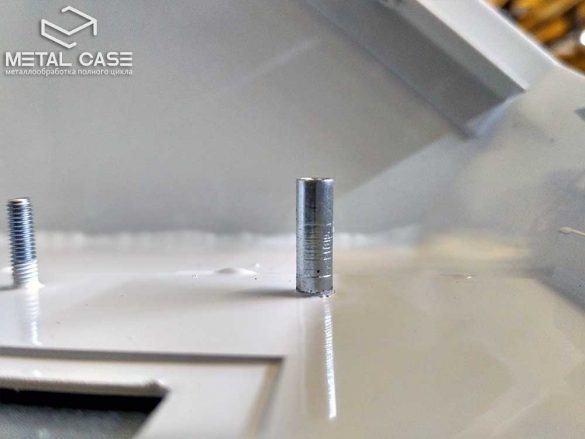
Во‑первых — как это делается? Две плоских детали соединяются внахлест и зажимются в специальных щипцах. Сочетание сжатия и электрического разряда сплавливает и смешивает металл в точке сварки, формируя единое ядро. И вуаля — две детали соединены в одно целое. Или одна деталь, предварительно несколько раз согнутая, слита в единый контур.
Это происходит быстро и легко. Поэтому контактная точечная сварка дешева. Она не требует защитных газов. Она не вызывает поводок — термических деформаций металла, которые становятся настоящим бичом для других видов сварки, меры против которых приходится продумывать, с возможностью которых приходится соотносить процесс сварки полуавтоматом.
Казалось бы — отлично, контактная сварка близка к идеалу. Однако есть определенные ограничения, которые нужно иметь в виду.
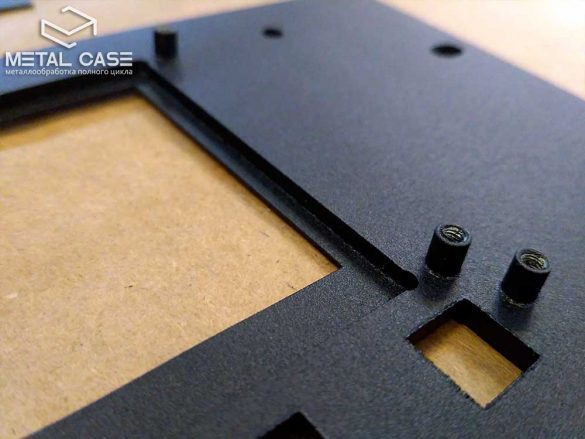
Во‑первых, необходимость соединения внахлест. Нельзя соединить детали в стык. Разумеется, конструкторская сметка и смелость позволяют отлично решать с помощью контактной сварки и задачи, которые, как может показаться, не подходят для нее. Можно оставлять на деталях специальные «ушки», сделанные Z-образным перегибом, и ставить сварочные точки на них — и соединить две детали как бы в стык даже несмотря на то, что в стык соединять нельзя. Технически это останется соединением внахлест, хотя снаружи корпуса результат будет выглядеть, как надо. Можно оставлять на деталях «ушки», отогнутые под 90 градусов — и таким образом добиться эффекта таврового соединения. Технически, опять же, соединяя детали только внахлест. Вопрос только в том, насколько все эти ухищрения будут оправданными в конкретном случае.
Во‑вторых, это точечная сварка, а не шовная. В большинстве случаев для корпусов не предполагается герметичности — потому что ожидается, что они будут работать только в условиях, когда герметичности и так не потребуется. А повышенная защита IP всегда делает себестоимость производства выше — и нет смысла делать изделие дороже, если это не необходимо. В таких случаях точечная сварка подходит. Но если IP действительно требуется — то все швы должны быть полностью проварены, а значит, контактная точечная сварка не подходит.
В‑третьих — не к любой точке можно подвести щипцы для контактной сварки. Бывают детали сложной формы, бывают детали большого размера. Откровенно говоря, мы редко сталкиваемся со случаями, когда точечная контактная сварка невозможна из‑за ограничений щипцов. Обычно всё в порядке. Но не сказать о теоретической возможности такого было бы нечестно, поэтому мы говорим сразу. Сказать точно можно, ознакомившись с конкретным проектом.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
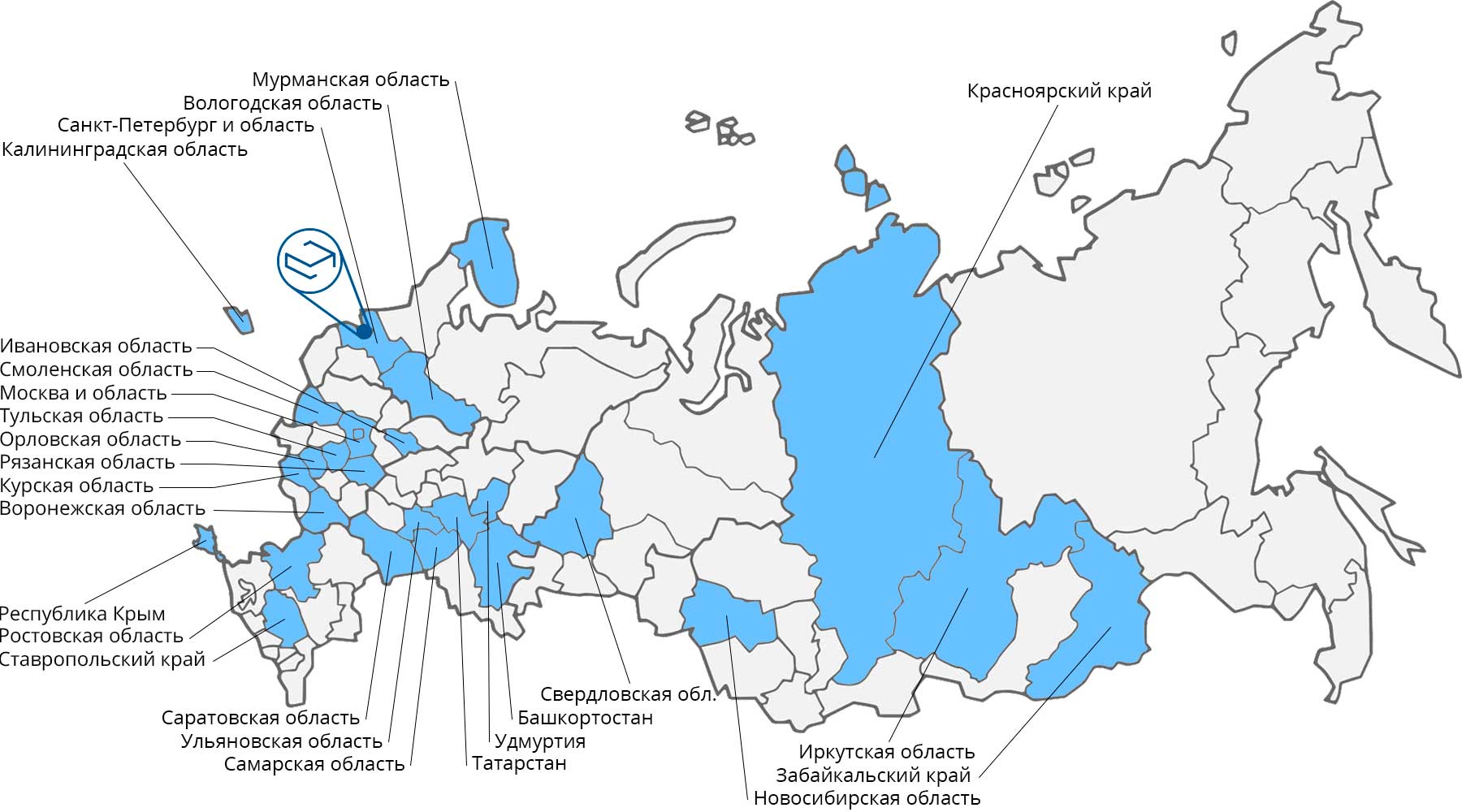
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.