Адекватные рыночные цены
Можно заказывать без КД
Мощные волоконные лазеры
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
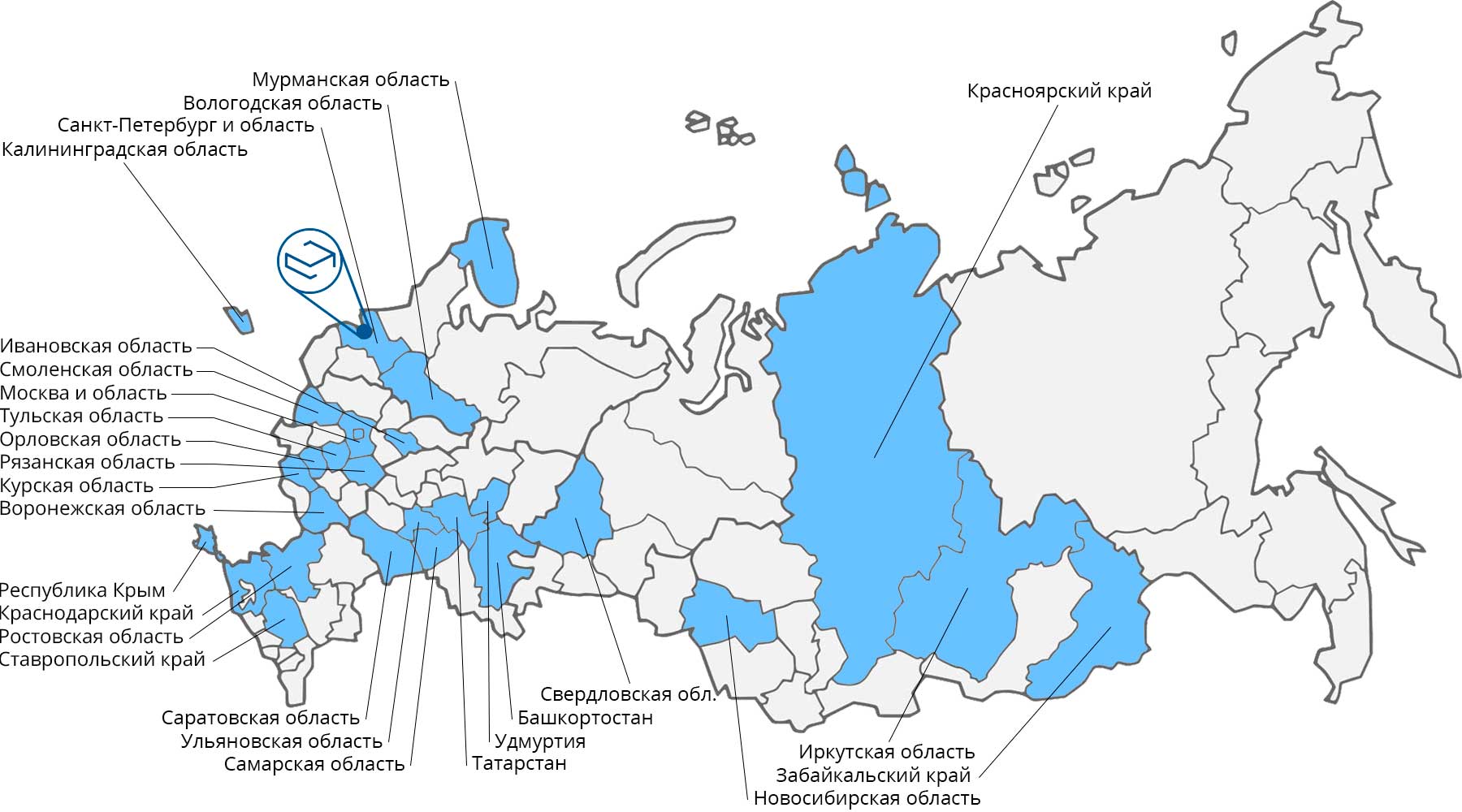
В эти регионы мы уже отправляли заказы. В другие — также можем.
Любой листовой металл можно нарезать для дальнейшей работы разными способами. Нельзя сказать, что какой‑то из них «всегда лучший» или «всегда худший». У них разные свойства — и используются они для разных целей.
Например, чтобы раскроить металл для судостроения или создания несущих перекрытий в строительстве, используют плазменную резку. Да, она дает неаккуратные отверстия и не слишком точна — зато плазма остается сравнительно дешевой при работе с толстым металлом. Лазерная резка — ее противоположность по этим критериям. Она дает качественный рез, точность до десятых и сотых долей миллиметра — но при резке толстого металла стремительно дорожает.
Поэтому лазерный раскрой металла используется в областях, где точность и качество важны, а листы металла достаточно тонкие — например, в приборостроении, создании корпусов для радиоэлектронного, медицинского и военного оборудования.
А в этих областях часто используется не только черный металл и легированные сплавы, но и, например, алюминий. Как лазер справляется с резкой алюминия?
Точность резки — до 0,1 мм.
Толщина алюминия — до 10 мм.
Размер листов — до
1500х3000 мм.
Суть лазерной резки — создать на маленьком участке поверхности листового материала высокую температуру, которая расплавит его. Струя сжатого газа, направленного в область резки, выдует этот расплав и останется чистый край отверстия. Точность и качество лазерной резки связаны в том числе с тем, что на соседних участках поверхности температура остается слишком низкой, чтобы привести к плавлению или деформации.
У алюминия есть одно свойство, которое активно применяется в промышленности, но иногда может доставить хлопот. Он отлично проводит тепло.
То есть нагрев от лазерного луча, сконцентрированного в одной точке, будет активно распределяться по листу. Часть энергии уходит, нагревая нерабочую зону. И если вложить в этот луч столько же энергии, сколько хватило бы для резки без учета этого факта — в зоне реза окажется слишком мало энергии, чтобы получить ровный рез. Она разойдется по листу.
К счастью, вопрос этот решаемый. Современному производственнику, который обращается за лазерной резкой в «Металл-Кейс», об этом вообще не приходится задумываться. У нас достаточно мощные станки лазерной резки — и мы хорошо знаем, как должна отличаться программа резки алюминия от программы резки стали.
Как вы помните, на расплавляемый лазером участок заготовки подается мощная газовая струя под давлением. Она выдувает расплав и оставляет чистую кромку. При этом газ может быть разным — и это сильно влияет на результат лазерной резки, так что выбирать нужно с умом.
Алюминий — один из металлов, для которых лучше подходит азот.
При лазерном раскрое алюминия результат получается очень точным. Даже если требуются небольшие отверстия со сложными формами. Луч направляется четко туда, куда нужно.
Минимально возможный диаметр отверстия обычно равен толщине металла. То есть в миллиметровом листе алюминия можно проделать крошечное отверстие диаметром один миллиметр — и оно будет круглым, с ровными и гладкими краями.
Точность наведения луча достигает +/- 0,05 миллиметра. То есть возможную погрешность от промышленной лазерной резки буквально нельзя рассмотреть невооруженным глазом.

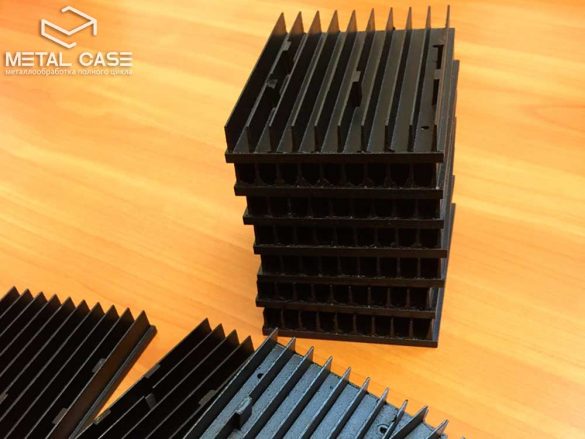
Корпус в 19-дюймовую стойку с выдавливаемыми окнами (7 фото)
Вы знаете: главная причина неточностей, изъянов и несоответствий в промышленности — человек. Человек, который недоучился, задумался, плохо выспался, моргнул — и вот уже брак, и экземпляр можно переделывать. К счастью, при лазерном раскрое участие человека в процессе минимально.
Один специалист высокого уровня изначально составляет программу движения и включений лазера. Программа перепроверяется, тестируется. Если всё в порядке, то людям остается только подавать листы металла в станок. Остальное установка делает сама — четко по заданным координатам. Не может быть отклонений, не может быть экземпляров, раскроенных не так, как надо. Все детали партии выходят в четком соответствии с проектом.

При многих технологических процедурах действует принцип «одно лечим, другое калечим». Из‑за перегрева в металле появляются напряжения, из‑за которых потом его может повести. Физическое воздействие может оцарапать или сломать заготовку.
При лазерном раскрое нет ни перегрева, приводящего к напряжениям, ни физического воздействия.
В этом отличие лазерного раскроя листового алюминия от фрезеровки. При последней приходится избавляться от большого объема металла, за который, между прочим, деньги плачены. Работа с листовым металлом не позволяет выполнять некоторых форм, которые выполняются фрезеровкой — но во многих случаях переход на листовой металл вполне допустим.

«Камень в огород» еще одного метода производства металлических деталей — литья. При литье нет такого безумного расхода металла, как при фрезеровке — но для литья требуются специальные формы. Производить их для мелкой партии — невыгодно. И даже для относительно крупной партии, когда их производство уместно — возникает вопрос с дополнительными затратами времени на производство этих форм. Лазерная резка запускается быстро — достаточно просто создать программу резки.
Мы обсудили общие стороны лазерного раскроя алюминия. А теперь давайте обсудим конкретику. Ведь вы ищете информацию об этом не из общего интереса — вас интересуют конкретные возможности, которые дает этот метод для вашего производства. Наш специалист ответит на дополнительные вопросы, если они у вас остались, и рассчитает стоимость и сроки производства партии, которая вас интересует. Тогда вы сможете принять взвешенное решение «надо/не надо». Оставьте заявку на его звонок в форме ниже:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.





