Гибка оцинкованной стали на станке с числовым программным управлением — один из ключевых этапов создания деталей и корпусов на заказ, защищенных от коррозии методом цинкования.
Цинкование — не единственный метод защиты металла от коррозии. В сфере производства деталей и корпусов для электроники и приборов у этого метода есть два сильных конкурента. Полимерно‑порошковая покраска банально дешевле. В большинстве случаев, когда к изделию не применяются особые требования, заставляющие выбирать другие методы, полимерно‑порошковая покраска предпочитается по умолчанию. Однако бывают и другие ситуации — например, распространенный момент заключается в том, что медицинское и лабораторное оборудование, а также оборудование для пищевого производства оказывается нельзя красить порошком, потому что полимерный слой осложняет стерилизацию поверхности.
И в таких случаях выбор происходит главным образом между оцинкованными деталями и деталями, выполненными целиком из нержавеющей стали. Нержавейка не ржавеет в принципе — разумеется, если эксплуатируется в тех условиях, на которые рассчитана конкретная марка сплава. И если она не была лишена нержавеющих свойств неуклюжей сваркой без защитного газа. Однако нержавейка дороже.
Тонкий цинковый слой на поверхности черной стали легко повредить — процарапать, например. Но нельзя сказать, что после этого защита оцинкованной стали исчезнет в одночасье. Дело в том, что цинковый слой не просто физически закрывает черную сталь от контакта с воздухом, как это делает полимерная краска — нет, химические свойства цинка таковы, что он при контакте с воздухом просто будет окисляться первым. Он просто более активен. И пока весь доступный для коррозии цинк не будет окислен — коррозия не возьмется за железо основного сплава. Тем не менее, спустя время цинк действительно может полностью покрыться оксидной пленкой — и уж тогда‑то кислород войдет в процарапанные сквозь цинк проходы к стали с немирными целями.
Поэтому в основном оцинковка используется там, где использование полимерной краски невозможно, но не ожидается особых механических повреждений — например, на внутренних деталях рентгеновского оборудования.
Благодаря упомянутым свойствам цинка, продолжающего защищать железо от коррозии даже при нарушении целостности слоя, детали из оцинковки можно гнуть на станке с ЧПУ, как и детали из других металлов. Для сравнения, гибка уже покрашенных полимерной краской деталей была бы полным и немыслимым абсурдом — слой бы просто растрескался, изуродовав деталь и оголив ее для коррозии. Оцинковку в принципе можно гнуть.
Тем не менее, мы рекомендуем поступать иначе.
Чтобы сохранить максимальную защиту для детали на будущее, лучше всё‑таки не повреждать цинковый слой. И уж тем более не стоит повреждать его по умолчанию, еще на этапе производства, в каждой детали партии.
При изготовлении деталей из оцинковки с гибкой мы двигаемся в обратном порядке. Сначала берем лист черной стали, потом производим с ним все необходимые манипуляции — резку, гибку, слесарную обработку, сварку — всё, что закономерно нарушает целостность цинкового слоя. И вот только потом, когда всё уже сделано — оцинковываем деталь. Результат — идеальный, непотревоженный слой цинкования и максимальная защита от коррозии для деталей наших клиентов.
Радиус гиба — от 0,5 мм.
Толщина металла — до 6 мм.
Длина гиба — до 2000 мм.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
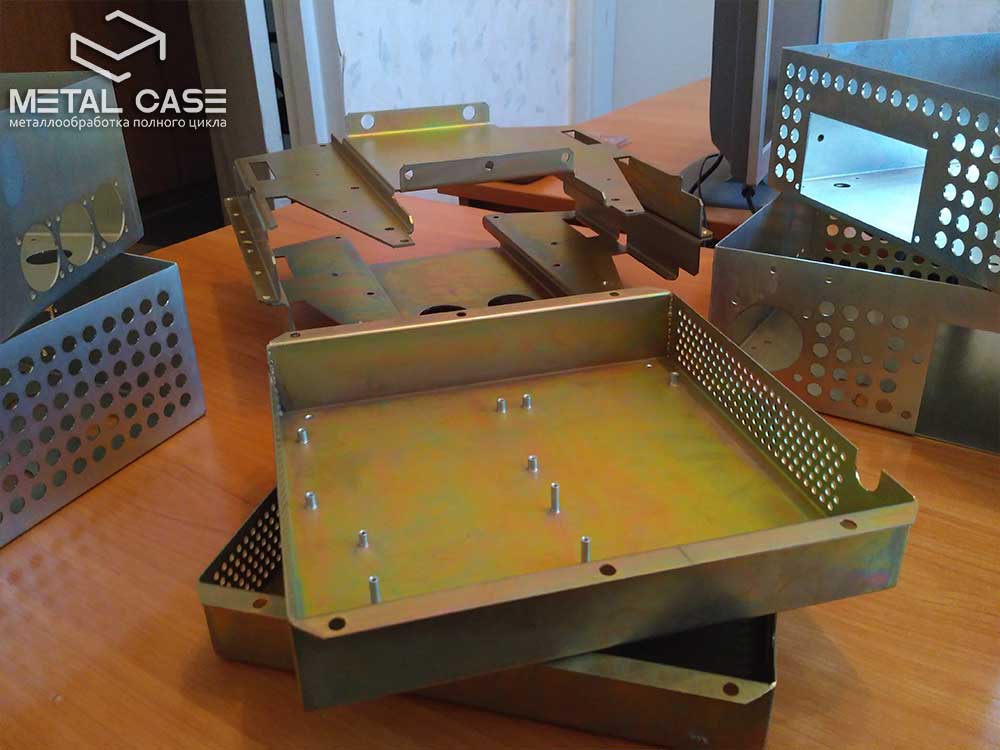
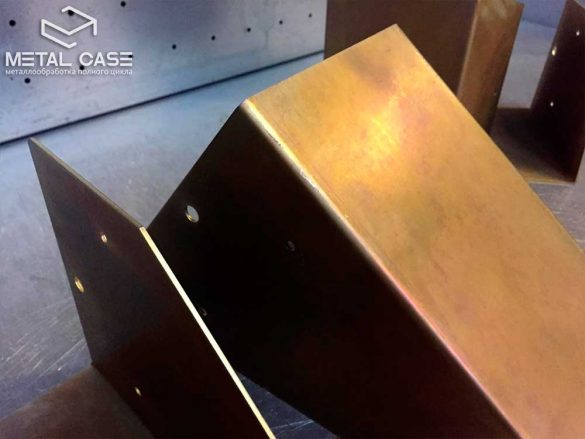
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
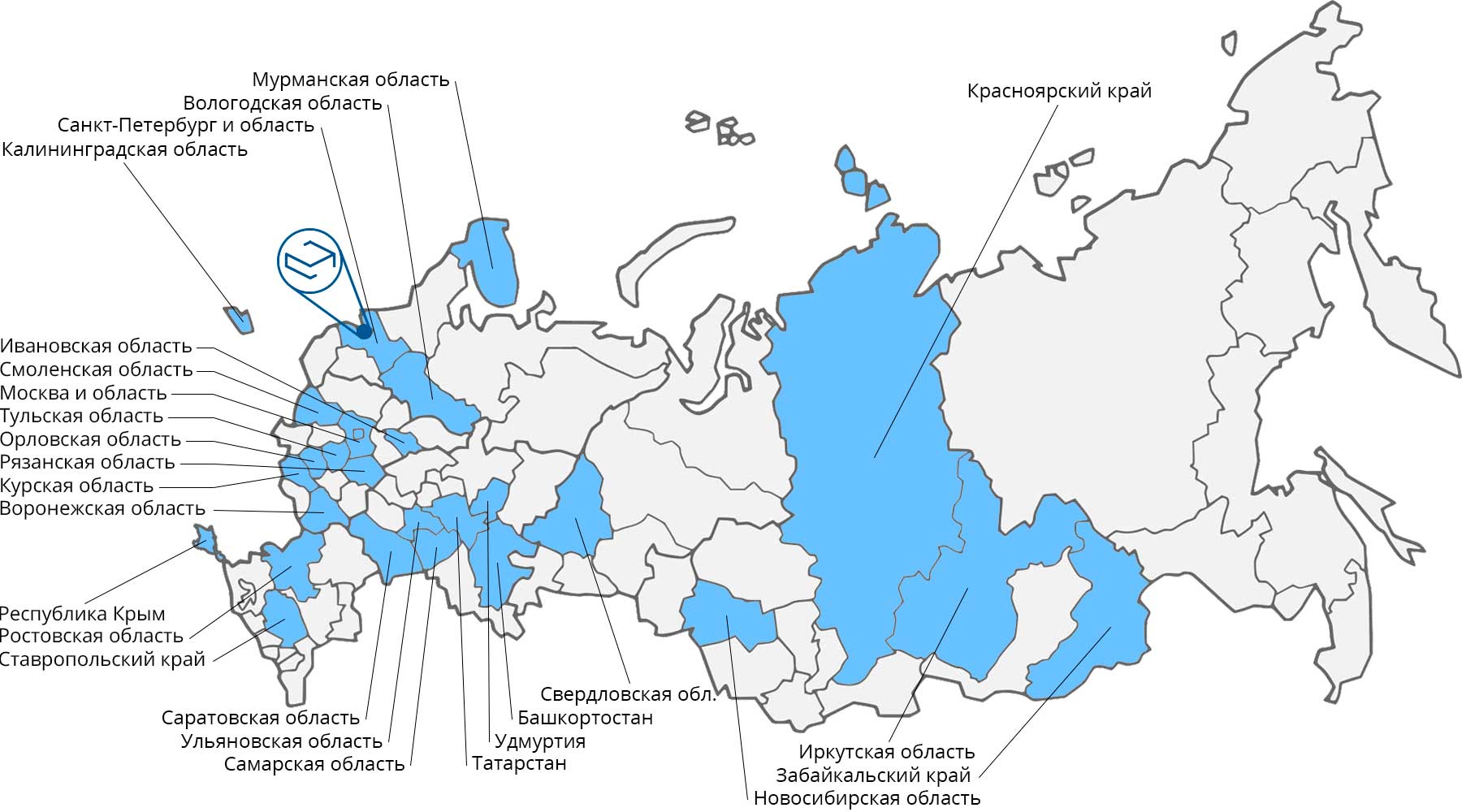
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.