Гибка листового алюминия — один из ключевых этапов при изготовлении объемных деталей и корпусов из плоского алюминиевого листа. На этом этапе заготовки, вырезанные из листа по координатам, принимают нужную итоговую форму в стальных «челюстях» гибочного станка.
Грани на корпусах можно делать как гибкой, так и сваркой. Но в случаях, когда выбор возможен, мы всегда рекомендуем выбирать гибку. Сварные соединения часто оказываются слабым местом конструкции — сварка нарушает изначальную структуру металла. Некомпетентный сварщик сделает такое ребро, которое придет в негодность очень скоро. Но даже и компетентный высокопрофессиональный сварщик — вряд ли приблизится по показателями прочности ребра к показателям, полученным гибкой.
Ведь ребра, полученные гибкой — не просто не ослабляются по сравнению с остальным металлом детали, они еще и усиливаются. Это происходит потому, что уплотненная холодной прокаткой структура металла уплотняется дополнительно по внутренней стороне гиба — там атомы и ионы алюминия, находящиеся в металлической кристаллической решеткой, оказываются еще ближе друг к другу. Практически как при ковке.
Впрочем, это касается выбора между гибкой и сваркой там, где выбор возможен — но выбор возможен не всегда. Тавровые соединения, например, гибкой никак не получить. Так что обе технологии дополняют друг друга — и в разумном производстве обе используются тогда, когда можно максимально использовать их сильные стороны и избежать проявления слабых.
В «Металл‑Кейс» мы и гнем алюминий, и варим его — в зависимости от задач клиента. При этом гибку мы делаем на станках с числовым программным управлением, что позволяет минимизировать человеческий фактор, избежать брака и добиться точного соответствия всех деталей из партии проекту.
Радиус гиба — от 0,5 мм.
Толщина металла — до 6 мм.
Длина гиба — до 2000 мм.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
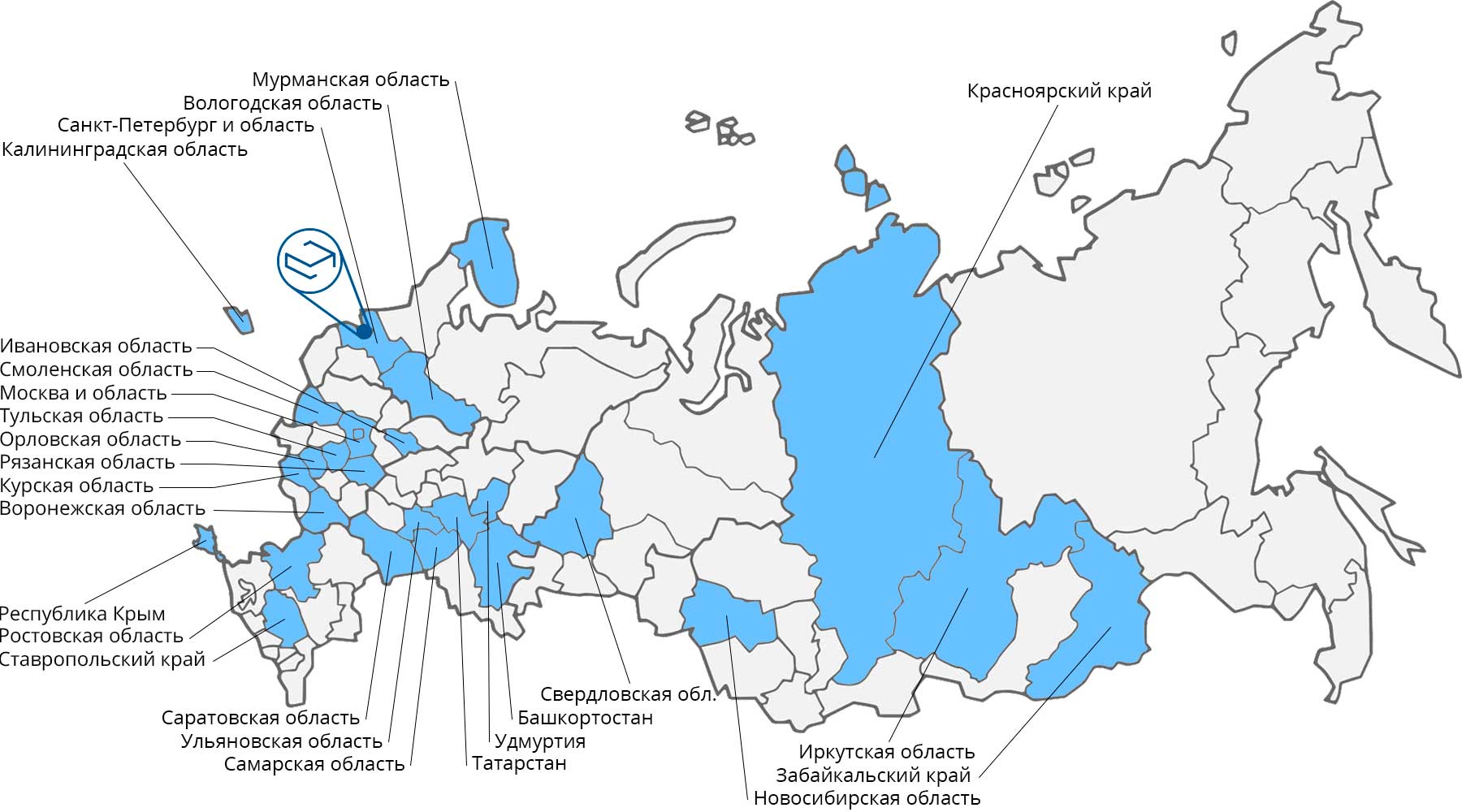
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.











