Сварка листового алюминия — один из ключевых этапов производства корпусов и деталей из этого материала. Его нельзя назвать «строго обязательным», как лазерную резку. Он применяется реже, чем гибка. Однако есть множество деталей, которые нельзя произвести без использования сварки.
В принципе, там, где есть возможность выбирать между сваркой двух алюминиевых деталей и гибкой одной детали — имеет смысл выбирать гибку. Ребро получается более прочным и качественным, отсутствует возможность термических деформаций. Однако сама возможность выбирать есть не всегда — к примеру, тавровые соединения никак не выполнить гибкой. И если делается алюминиевая «коробочка», замкнутый контур, то гибкой могут выполнены максимум три из ее ребер, минимум одно придется сваривать.
Так что важно, чтобы сварка была качественной, разумной, без поводок.
Для того, чтобы сварные швы на алюминии были качественными, лучше использовать среду защитных газов при сварке — или, как минимум, флюс. В качестве защитного газа обычно используется аргон — это инертное вещество, на внешнем электронном уровне атома аргона находится восемь электронов, это предел. Поэтому атом не склонен ни отдавать, ни присоединять электроны. Поэтому он не образует соединений — за исключением особых фантастических условий, которые можно воссоздать только в лаборатории и которые поэтому не стоит принимать в расчет.
Зачем же защитный газ должен быть инертным? Дело в том, что подаваемый под давлением в зону сварки газ закономерно вытесняет из нее все остальные газы. И благодаря этому — отсекает возможность прореагировать с ними для раскаленного металла. Ни окисления за счет кислорода, ни образования карбидов за счет углекислого газа, ни образования нитридов за счет азота — ничего этого не будет, сплав останется неиспорченным. И потом, уже при температуре, близкой к нормальной, спокойно «обрастет» ровной оксидной пленкой, которая характерна для алюминия и которая не дает этому довольно активному в принципе металлу реагировать со всем подряд.
Помимо классической полуавтоматической сварки для алюминия можно использовать точечную контактную сварку. При этом виде сварки две плоских металлических деталей сжимаются вместе специальными клещами, пропускается ток, в месте максимального сжатия металл плавится, формируя единое сварное ядро — и две детали оказываются прочно скрепленными.
Этот метод имеет зримые преимущества — такая сварка оказывается дешевой, она практически полностью исключает возможность термических деформаций, как при обычной сварке. Однако у нее есть некоторые ограничения — во‑первых, так можно сварить только действительно плоские детали, наложенные друг на друга внахлест. Во‑вторых, должна быть возможность для подведения клещей — в случае с деталями сложной формы ее может не быть. Нужно смотреть на конкретные детали и думать по факту.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
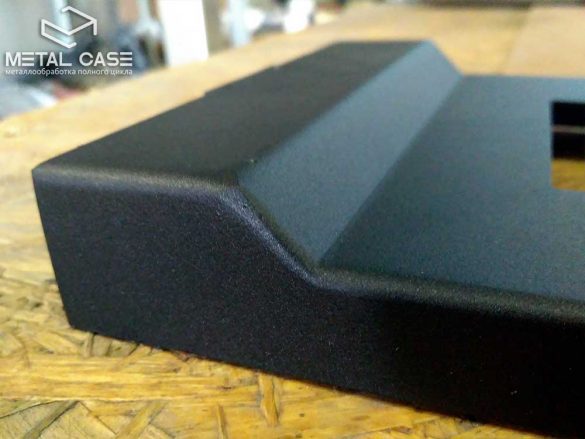
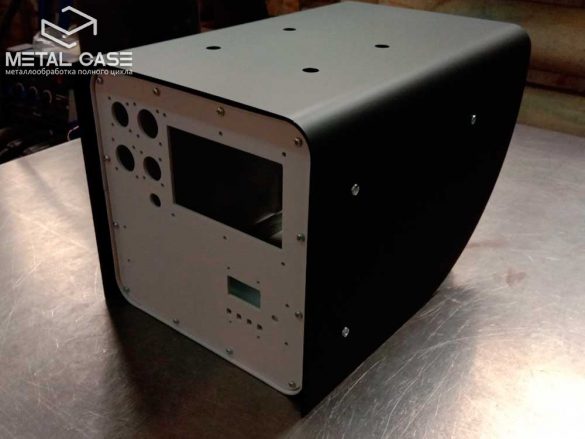
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
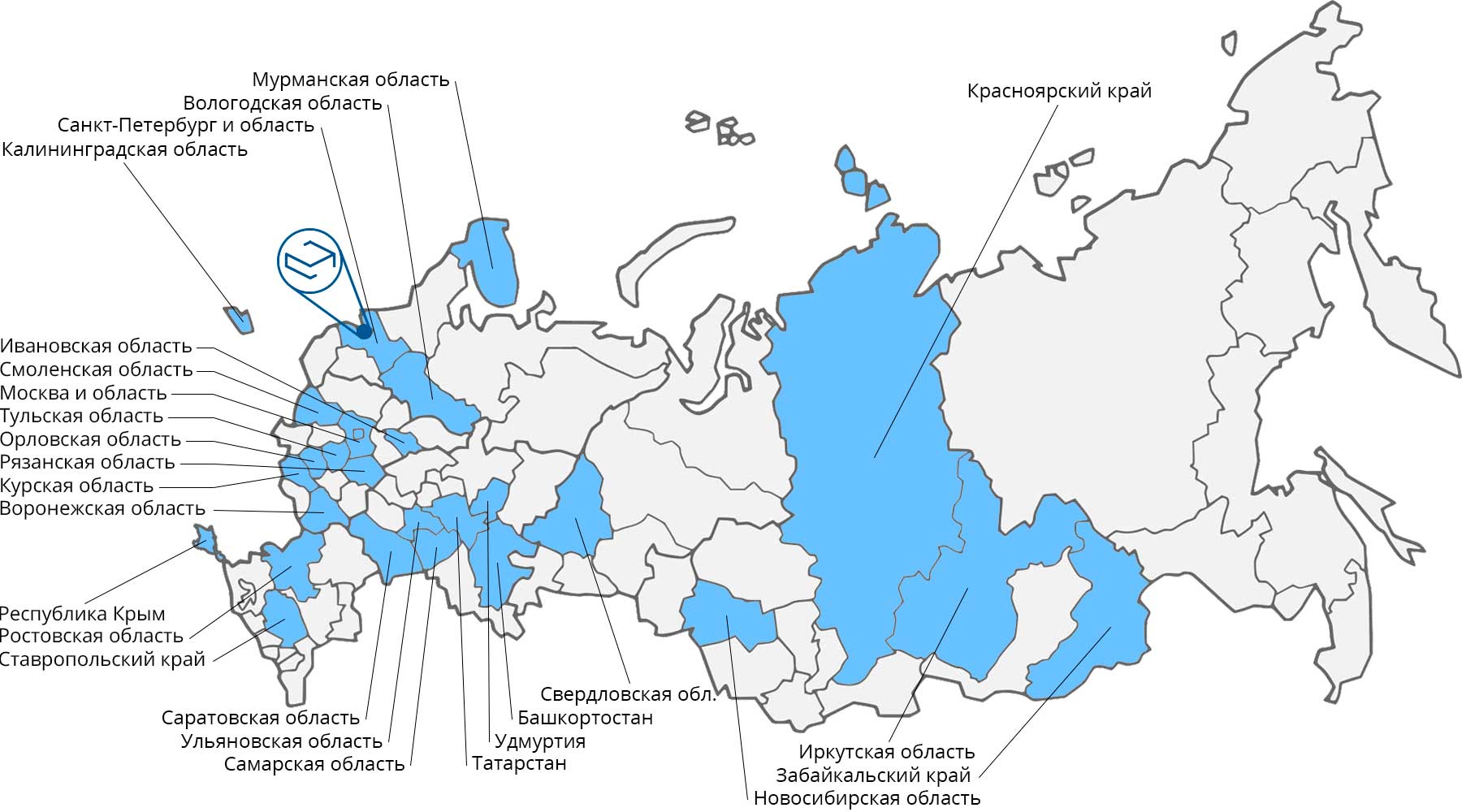
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.