Шпилька — выступающий крепеж, обычно резьбовой. Эдакий «винт, торчащий из корпуса», не проворачивающийся, надежно закрепленный в металле. На этот элемент могут крепиться компоненты «начинки» корпуса — печатные платы и другие комплектующие.
Зачем устанавливать шпильки в саму деталь? Почему бы не оставить вместо них отверстие — и потом вкрутить обычный винт при сборке?
Во‑первых, это вопрос экономии средств, снижения издержек и увеличения чистой прибыли от итоговых изделий. Дело в том, что рабочее время сборщиков — конечно, не самое дорогое рабочее время. Однако его всё равно приходится оплачивать. При выпуске серьезной партии изделий разница между временем накручивания гайки на установленную шпильку и временем вкручивания винта с одновременной фиксацией гайки — выливается в серьезные затраты. И, соответственно, серьезную экономию, если использован установочный крепеж.
Следующий момент — качество соединений. У соединения установочной шпильки с винтом меньше шансов разболтаться в процессе использования.
Следующий момент — внешний облик изделия. Даже если входное отверстие прошло зенковку, использован винт потай — короче, соединение сделано заподлицо — всё равно шляпка винта видна снаружи. Если «начинки» в корпусе много и сделано много соединений — значит, поверхность прибора будет испещрена шляпками винтов. Куда это годится? А при использовании шпилек, заранее установленных в корпус, их просто нельзя рассмотреть снаружи. Минимальные следы, едва заметные под глянцевой краской и, скорее всего, в принципе не заметные под краской муар — если использованы запрессовочные шпильки. И полное отсутствие следов снаружи — если использованы приварные.
О запрессовке и приварке шпилек. Это два метода установки крепежа, которые могут использоватсья при работе со шпильками. Каждый имеет свои особенности.
Запрессовка шпилек — быстро, дешево, точно и красиво. По умолчанию предпочтительный вариант. Особая точность обеспечена благодаря тому, что крепеж устанавливается в отверстие, сделанное в металле еще на этапе лазерной резке — а значит, сделанное станком с ЧПУ по точным координатом с допусками в районе 0,1 мм.
Приварка шпилек дает не такое красивое соединение — правда, это заметно, только если металл потом не проходит покраску. Некоторое потемнение металла вокруг — всё‑таки высокотемпературное воздействие, хоть и щадящее, не вызывающее деформаций. Зато именно этот вид установки крепежа дает максимальную прочность на проворот и на отрыв — шпилька буквально становится одним целым с металлом корпуса.
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
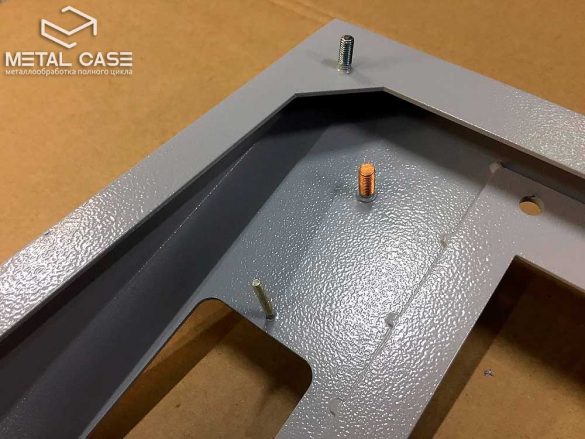
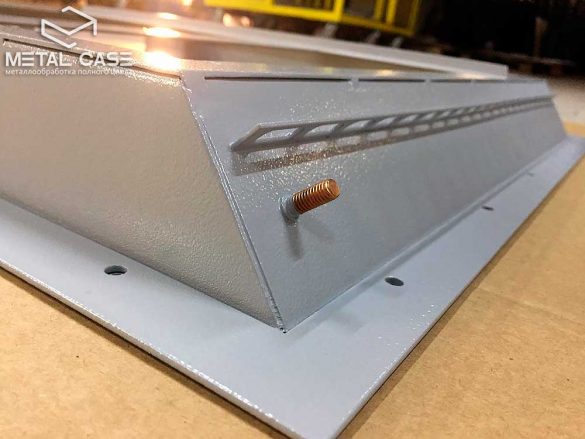
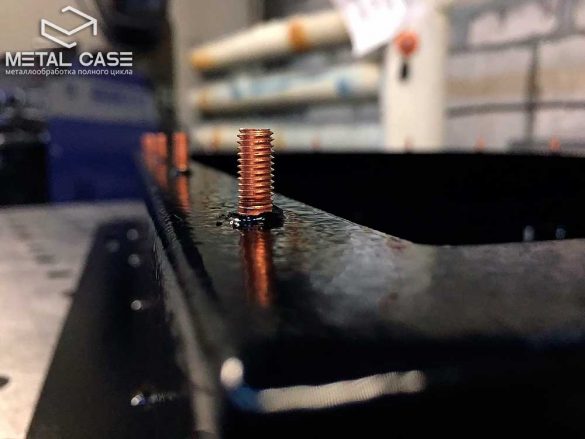
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
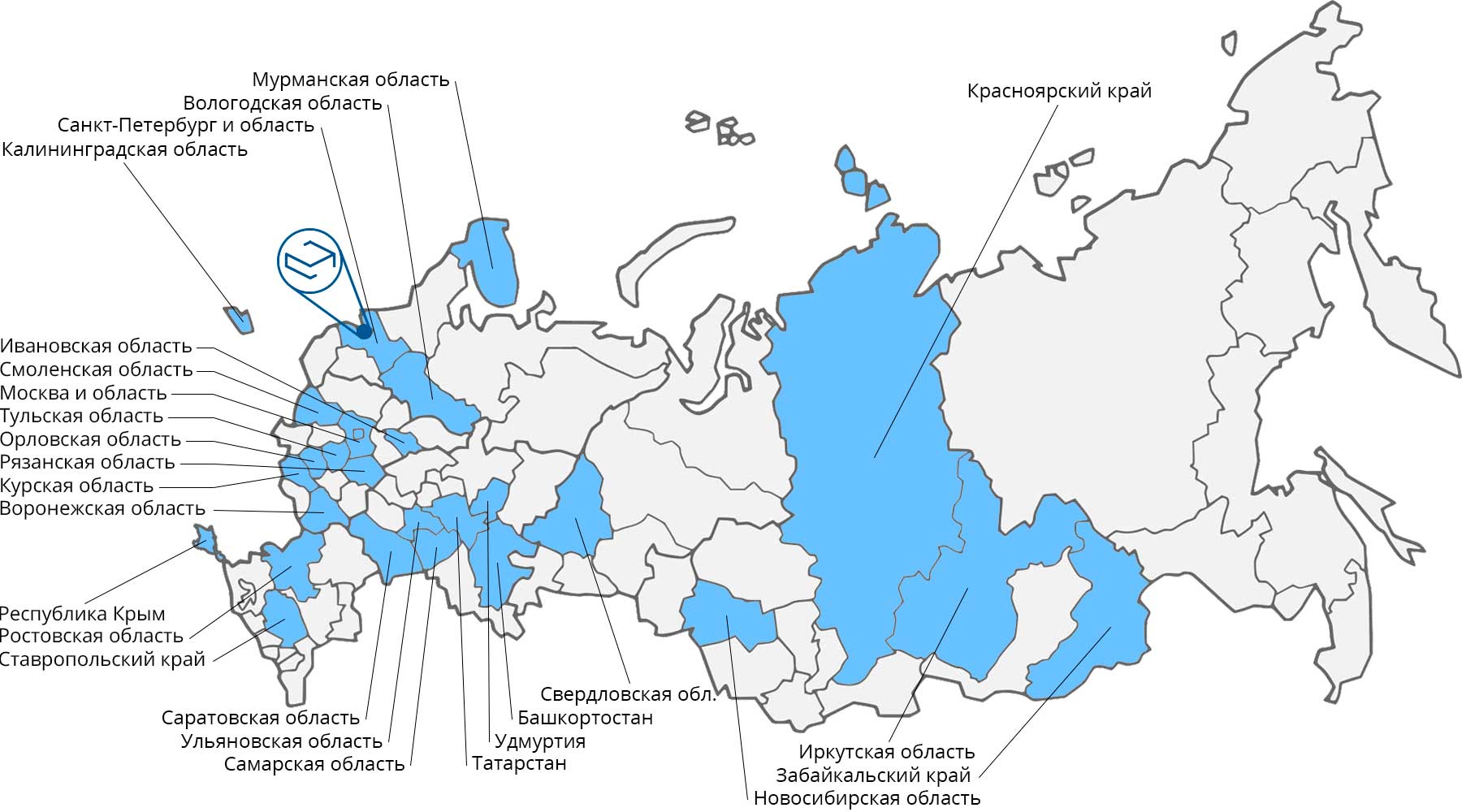
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.




Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Cookie-файлы — миниатюрные файлы, которые хранятся в памяти браузера и позволяют сайтам «помнить» статистику посещения страниц. Статистика используется для улучшения сайтов в соответствии с интересами пользователей. Cookie анонимны, не содержат персональных данных и легко удаляются в любом браузере. Тем не менее, законы обязывают предупреждать об их использовании на сайте.