Что такое гибка?
Услуги по гибке — это намеренная деформация листа металла под нагрузкой в результате чего заготовка принимает новую форму без разрывов материала. Самый простой вид гибки металла — это прямолинейный гиб по линии сгиба под принудительным давлением.
Виды гибки металла
- Профилирование или формовка.
- Такая технология гибки металла выполняется на специальных профилегибочных станках, когда лист прокатывается между вращающимися валами. Контур этих валов определяет форму конечного изделия. Это способ массового изготовления однотипных изделий крупными партиями. При этом сам лист должен быть тонким — до 1,5 миллиметров. Это могут быть какие‑то штампованные детали, профнастил и тому подобное.
- Чеканка или гибка листа в штампах.
- Выполняется на листогибочном (штамповочном) прессе. Лист здесь зажимается между пуансоном и матрицей (это гибочные инструменты станка) и под давлением пресса принимает форму этих инструментов. По аналогии с предыдущим способом — это для изготовления штамповок крупносерийного производства.
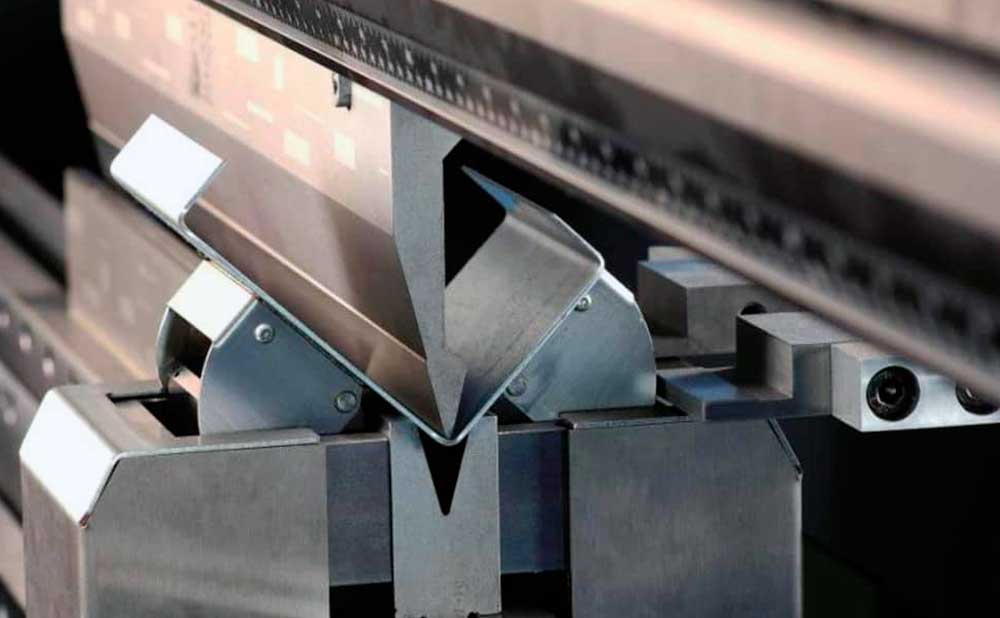
- Свободная гибка листов металла.
- Выполняется на листогибочном станке. Лист под давлением пуансона (верхнего гибочного инструмента) вдавливается в «ручей» матрицы, имеющий V-форму. Фактически гибка при данном способе выполняется по трём точкам, когда лист соприкасается с пуансоном, формирующим линию сгиба, и с краями «ручья» нижнего инструмента — матрицы. Между листом и дном «ручья» остаётся воздушное пространство, поэтому такой вид гибки называют ещё «гибкой в воздухе».
- Как правило, такая гибка металла прессом применяется при выполнении заказов на мелкие и средние серии поскольку предыдущие два метода требуют большого времени для переналадки линии, что сокращает возможность работы с большим разнообразием деталей и увеличивает вероятные сроки перехода от выпуска одной детали к другой.
Соответственно, более лёгкая пусконаладка между разными деталями производится, если это гибка тонколистового металла по третьему методу — листовая гибка «в воздухе». В данном случае оборудование для гибки металла — это станок с числовым программным управлением. Смена инструментов для гибки (пуансонов или матриц), а также загрузка новых программ гибки может занимать считанные минуты, что позволяет практически мгновенно переходить от одного изделия к совершенно другому, причём не только по геометрической форме, но также и по толщине металла.
Кроме того в таких станках возможно изготовление непростых деталей с гибами, направленными в разные стороны, стыкующимися или плотно прилегающими деталями. Тут уже приходится применять мастерство и различные ухищрения типа предварительных гибов, догибов, разгибов и так далее.

Посмотрите видео из нашего цеха:
В качестве дополнительного сравнения приведём простой пример.
По третьей технологии станки могут гнуть пятимиллиметровый лист, прессовое усилие при этом сто тридцать пять тонн. Профилегибочный станок металл такой толщины не возьмёт. Гибка в штамповочном станке потребует в пять раз большего прессового усилия, а значит энерго‑затрат.
Гибочные работы по методу «гибка в воздухе» ведутся таким образом, что сам угол гиба определяется глубиной погружения пуансона в «ручей» матрицы. В станок заранее заносятся необходимые данные (вид металла, его толщины, ширина ручья матрицы, требуемый угол сгиба). Возможна корректировка дожима в автоматическом режиме, поскольку на точность работ может сказываться качество самого листа, например разность его толщины, полученная при металлопрокате.
Точность гибки может поддерживаться также «бомбированием» — функцией компенсации прогиба стола и стоящей на нём матрицы.
Если гиб длинный (более метра), то вполне естественен прогиб стола листогиба в центральной части. Естественен, но ненужен. Из‑за прогиба стола наблюдается такое явление: сегменты матрицы, находящиеся посередине, будут ниже тех сегментов матрицы, которые находятся с краёв линии сгиба.
Последствие такого эффекта — недогиб в центральной части линии сгиба, «сабельность» длинных изделий (угол гиба посередине детали становится больше угла по краям).
За исправление данного эффекта отвечает функция «бомбирования», то есть автоматической компенсации прогиба стола, то есть центральная часть стола приподнимается относительно краёв на определённую высоту и в итоге угол гиба остаётся одинаков по всей длине детали.

Рассказываем, как работаем:
За точность гибки листов металла отвечает функция не только угловые показатели, но также и точность размеров отгибаемых полок, которая обеспечивается правильностью позиционирования задних упоров станка, в которые упирается деталь при работе.
При необходимости после каждого гиба задние упоры могут автоматически занимать необходимое положение для следующего гиба.
Гибочный инструмент также важен для качественной работы станка. Матрицы определяются шириной ручья, ширина его должны быть равна восьмикратной толщине металла.
Геометрические параметры в большей степени и определяют функциональность станка и возможности решения задач заказчика.
Кроме того и для пуансонов, и для матрицы существенным показателем является максимально возможное прессовое усилие, которое уже является одним из ключевых показателей самого станка.
Если вас интересуют услуги гибки металла или цена гибки листового металла, как в частности, так и в совокупности с иными работами по металлообработке, то звоните нам по телефону 8 (804) 333‑68‑30 или оставьте заявку на сайте.
Специалисты «Металл‑Кейс» свяжутся с вами и ответят на любые вопросы. Мы сможем предложить вам выгодные условия сотрудничества.
Читайте также
 Сборный стальной корпус с порошковой покраской Материал: листовая сталь. Виды работ: лазерная резка стали, гибка стали, установочный крепеж (запрессовка; гайки, шпильки, втулки), сварка и зачистка швов, полимерно-порошковая покраска.
Сборный стальной корпус с порошковой покраской Материал: листовая сталь. Виды работ: лазерная резка стали, гибка стали, установочный крепеж (запрессовка; гайки, шпильки, втулки), сварка и зачистка швов, полимерно-порошковая покраска. Черный корпус панели управления Материал: черная сталь. Виды работ: лазерный раскрой стали, гибка стали на листогибе с ЧПУ, установка крепежа (запрессовка; гайки, шпильки), сварка стали, порошковая покраска стали.
Черный корпус панели управления Материал: черная сталь. Виды работ: лазерный раскрой стали, гибка стали на листогибе с ЧПУ, установка крепежа (запрессовка; гайки, шпильки), сварка стали, порошковая покраска стали. Белый корпус из двух половин Материал: сталь. Виды работ: резка стали лазером, гибка стали на станке с ЧПУ, установочные метизы (запрессовка; гайки, втулки), полимерно-порошковое покрытие.
Белый корпус из двух половин Материал: сталь. Виды работ: резка стали лазером, гибка стали на станке с ЧПУ, установочные метизы (запрессовка; гайки, втулки), полимерно-порошковое покрытие. Корпус с дверью на петлях и вентиляцией Материал: холоднокатаная сталь. Виды работ: лазерный раскрой металла, гибка металла на листогибе с ЧПУ, установка метизов (вытяжка; ), фурнитура, полуавтоматическая сварка, порошковая покраска.
Корпус с дверью на петлях и вентиляцией Материал: холоднокатаная сталь. Виды работ: лазерный раскрой металла, гибка металла на листогибе с ЧПУ, установка метизов (вытяжка; ), фурнитура, полуавтоматическая сварка, порошковая покраска.